Гибочно-правильное оборудование




Гибочно-правильное оборудование
АО «Центр технологии судостроения и судоремонта» разрабатывает и изготавливает листогибочное оборудование для формообразования судокорпусных деталей.
АО «ЦТСС» изготавливает и поставляет станки МГПС-25 усилием 250 кН (25 тс) и МГПС-100 усилием 1000 кН (100 тс).
Гибка на станках выполняется методом ротационно-локального деформирования путем изгиба или раскатки листа в роликах. Выполняется продольная гибка листа в роликах, поперечная гибка прокаткой роликом по листу, уложенному на матрицу, или гибка в малогабаритной штамповой оснастке.
Станки обеспечивают формообразование листовой детали с одинарной и двоякой кривизной поверхности. Применение станков исключает необходимость в гибке местными нагревами и горячей гибке для получения листов парусовидной и седлообразной формы.
На станке может выполняться гибка полос и деталей из профильного проката (полособульбовый и тавровый профиль) стенкой наружу путем раскатки стенки профиля, а также правка тепловых деформаций, возникающих при резке и сварке.
- снижение усилия гибки до 15–25 раз по сравнению с традиционными процессами штамповки на прессах и прокатки в вальцах;
- исключение потребности в горячей гибке и гибке местными нагревами;
- не требуется применение специальных штампов;
- уменьшение продолжительности и стоимости технологической подготовки производства;
- снижение энергоемкости процесса формообразования.
- снижение в 3–5 раз затрат на приобретение и монтаж оборудования ввиду исключения заглубленных фундаментов;
- снижение в несколько раз установленной мощности и металлоемкости оборудования, а также энергопотребления;
- сокращение эксплуатационных затрат;
- снижение более чем в 10 раз рабочего объема масла в гидросистеме пресса;
- снижение массы гибочной оснастки на один-два порядка;
- исключение затрат на проектирование и изготовление специальной штамповой оснастки;
- повышение уровня механизации производственного процесса, уменьшение доли ручного труда;
- повышение точности гибки листовых деталей;
- уменьшение трудоемкости и продолжительности гибки большинства деталей.
- увеличенные размеры проёма портала;
- наличие перемещаемой каретки, несущей верхний нажимной гибочный ролик или пуансон;
- широкий рабочий стол;
- мотор-редукторы вынесены из рабочей зоны роликового пресса;
- возможность применения двух режимов гибки: по установленному прогибу листа или с заданным усилием;
- возможность плавного изменения скорости вертикального перемещения штока с гибочным роликом и давления в гидроцилиндре;
- наличие цифровых индикаторов на пульте управления, показывающих вертикальное перемещение верхнего гибочного ролика и усилие гибки, а также манометра на каретке;
- применение частотно управляемых электроприводов для перемещения каретки с гибочным роликом вдоль портала, а также для вращения нижнего гибочного ролика;
- возможность управления всеми гибочными операциями с одного пульта, включая управление кранами;
- станок снабжается разнообразной гибочной и технологической оснасткой;
- улучшенная геометрия упрочненных рабочих поверхностей быстропереналаживаемой гибочной оснастки в виде роликов, пуансонов и матриц;
- применение опорных устройств для поддержания листа;
- местное освещение рабочего стола роликового пресса.
|
Технические характеристики |
МГПС-25 |
МГПС-100 |
|
Наибольшее усилие гибки, кН (тс) |
250 (25) |
1000 (100) |
|
Максимальная толщина гнутого листа одинарной (двоякой) кривизны, мм |
20 (16) |
40 (30) |
|
Максимальная ширина обрабатываемого металлопроката, мм |
2500 |
3200 |
|
Максимальная длина обрабатываемого металлопроката, мм |
8000 |
12000 |
|
Вертикальный ход верхнего гибочного ролика, мм |
350
|
550 |
|
Скорость подвода / прессования верхнего гибочного ролика, мм/с |
15/5
|
20/4 |
|
Максимальная скорость перемещения силового агрегата, м/мин |
6 |
9 |
|
Максимальная скорость прокатки листа в роликах, м/мин |
8
|
9 |
|
Установленная мощность роликового пресса, кВт |
11 |
45 |
|
Масса роликового пресса, т |
12 |
33 |
|
Габаритные размеры роликового пресса (lxbxh), м |
5,0x2,1x3,1 |
6,2x2,5x4,4 |
|
Габаритные размеры козлового крана (lxbxh), м |
10,7х3,1х4,0 |
13,8х4,0х5,8 |
|
Количество козловых кранов, шт |
1 |
2 |
|
База козлового крана, мм |
2 500 |
3 500 |
|
Ширина колеи крановых путей (пролет козлового крана), мм |
10 000 |
12 000 |
|
Длина подкрановых путей, м |
16 (24) |
24 |
|
Количество талей на козловом кране, шт |
2 |
2 |
|
Грузоподъемность электротали козлового крана, т |
1 |
2 |
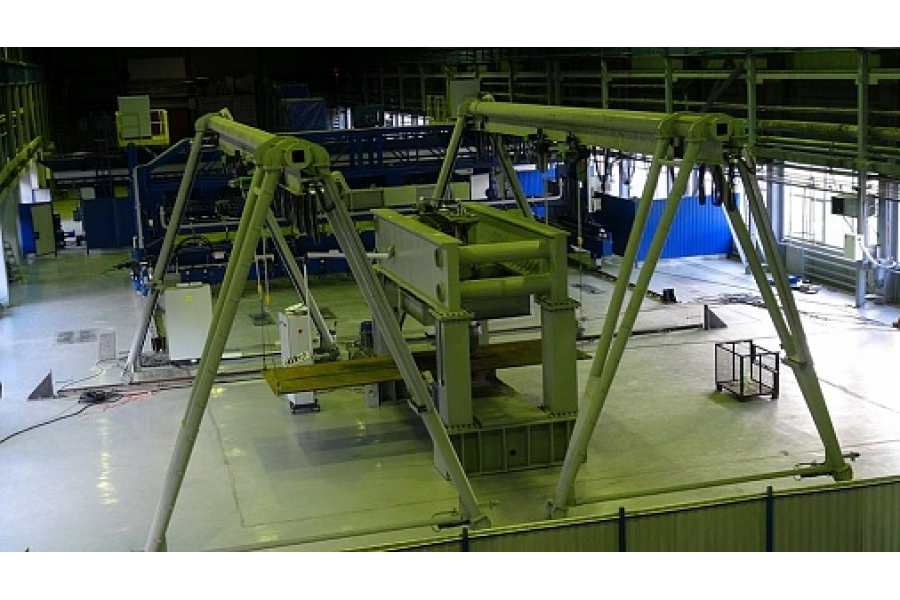
Лист при гибке на станке поддерживается при помощи цехового кранового оборудования или козловых кранов, а также специальных опорных устройств, входящих в состав станка. Гибка на станке выполняется по линиям, размеченным на листе. Контроль формы листов выполняется при помощи шаблонов и каркасов. В комплекте со станком поставляются гибочные ролики, пуансоны, матрицы, загрузочные и опорные устройства.
- ОАО «Судостроительная фирма «Алмаз» (Санкт-Петербург),
- ОАО «Спецремонт» (Москва),
- ОАО «Морской завод «Алмаз» (Санкт-Петербург),
- ОАО «Демиховский машиностроительный завод» (Московская область),
- Филиал «Астраханский судоремонтный завод» ОАО «Центр судоремонта «Звездочка» (г. Астрахань),
- ОАО «Восточная верфь» (г. Владивосток),
- ОАО «Средне-Невский судостроительный завод» (Санкт-Петербург),
- ОАО «Хабаровский судостроительный завод» (г. Хабаровск).
Помимо судостроения и судоремонта гибочно-правильное оборудование производства ЦТСС применяется в следующих отраслях:
- Вагоностроение
- Авиастроение
- Химическая и нефтегазовая отрасли
Награды
По результатам конкурса «Лучший инновационный проект и лучшая научно-техническая разработка года» в рамках выставки «Петербургская техническая ярмарка» (10—12 марта 2010 г., Санкт-Петербург) разработка «Автоматизированный гибочно-правильный комплекс программно-управляемого формообразования судокорпусных деталей»награждена дипломом I степени и золотой медалью в номинации «Лучший инновационный проект в области автоматизации производства».
По результатам конкурса «Лучший инновационный проект и лучшая научно-техническая разработка года» в рамках выставки «Петербургская техническая ярмарка» (15—17 марта 2011 г., Санкт-Петербург) разработка технологии ротационно-локального формообразования и станков для гибки толстолистовых и крупногабаритных деталей в условиях единичного и мелкосерийного производства награждена дипломом ГРАН-ПРИ
По результатам конкурса «Лучший инновационный проект и лучшая научно-техническая разработка года» в рамках выставки «Петербургская техническая ярмарка» (15—17 марта 2011 г., Санкт-Петербург) разработка «Разработка и внедрение ресурсосберегающих технологий формообразования методами последовательно-локального деформирования листовых деталей элементов основного корпуса глубоководных аппаратов» награждена дипломом I степени и золотой медалью в номинации «Лучший инновационный проект в области энергосберегающих технологий»
По результатам конкурса «Лучшее техническое решение в области судостроения и морской техники гражданского назначения» (18-20 мая 2011 г., Москва) разработка технологии ротационно-локального формообразования и станков для гибки листовых крупногабаритных деталей в условиях единичного и мелкосерийного производства награждена дипломом I степени и золотой медалью в номинации «Новые технологии в судостроительном производстве и ремонте судового машиностроения и оборудования».
Условия и сроки поставки МГПС
Срок изготовления – 12 месяцев.
Стоимость оборудования зависит от комплектации, в частности от состава комплекта гибочной и технологической оснастки, а также грузоподъемного оборудования поставляемого со станком.

